Komponen yang dicetak secara sentrifugal secara konsisten menghasilkan sifat mekanik yang unggul, struktur mikro yang lebih padat, dan masa pakai yang lebih lama dibandingkan dengan komponen yang diproduksi dengan metode pengecoran statis. Dengan menggunakan gaya rotasi terkontrol untuk mendistribusikan logam cair ke dinding cetakan, proses pengecoran sentrifugal menghilangkan cacat porositas, penyusutan, dan inklusi yang mengganggu pengecoran pasir dan gravitasi konvensional. Dari pipa bertekanan dan liner silinder hingga cincin ruang angkasa dan peralatan proses kimia, komponen yang dicetak secara sentrifugal adalah tolok ukur integritas struktural dalam aplikasi yang menuntut. Panduan ini menjelaskan dengan tepat cara kerja proses, keunggulannya, dan cara menentukan apakah ini merupakan metode manufaktur yang tepat untuk komponen SEBUAHnda.
Apa Arti "Pemeran Sentrifugal"?
A dilemparkan secara sentrifugal bagian adalah bagian yang dihasilkan dengan menuangkan logam cair ke dalam cetakan yang berputar cepat, di mana gaya sentrifugal — bukan gravitasi — mendorong logam keluar untuk membentuk bentuk yang padat dan seragam pada dinding cetakan. Istilah ini membedakan kelas komponen ini dari yang dihasilkan dengan metode pengecoran statis seperti pengecoran pasir, pengecoran investasi, atau pengecoran gravitasi, dimana logam mengisi rongga stasioner.
Kecepatan rotasi cetakan selama pengecoran dikontrol secara tepat dan biasanya menghasilkan gaya sentrifugal sebesar 75 hingga 150 kali gaya gravitasi (75–150 G) . Gaya ekstrem ini memadatkan logam yang mengeras, mendorong pengotor yang lebih ringan — terak, oksida, gelembung gas — menuju lubang bagian dalam tempat pengotor tersebut dapat dikerjakan, dan menghasilkan struktur butiran yang lebih halus dan lebih terarah daripada yang dapat dicapai oleh pengecoran statis mana pun.
Proses ini paling sering diterapkan pada geometri silinder atau tubular — pipa, cincin, selongsong, liner, dan bushing — meskipun varian bentuk dari proses ini dapat menghasilkan bentuk asimetris yang lebih kompleks.
Cara Kerja Proses Pengecoran Sentrifugal Langkah demi Langkah
Proses pengecoran sentrifugal mengikuti alur kerja yang diurutkan secara tepat di mana persiapan cetakan, laju penuangan, kecepatan rotasi, dan laju pendinginan semuanya dikontrol dengan cermat untuk menghasilkan komponen bebas cacat. Berikut adalah bagaimana siklus pengecoran sentrifugal horizontal standar berlangsung:
- Langkah 1 — Persiapan cetakan: Cetakan baja atau grafit permanen dibersihkan, dipanaskan hingga 150–300°C, dan dilapisi dengan pencuci tahan api untuk mencegah adhesi logam dan mengontrol laju ekstraksi panas.
- Langkah 2 — Rotasi cetakan: Biasanya cetakan dipercepat ke kecepatan rotasi target 300–3.000 RPM tergantung pada diameter cetakan dan kepadatan paduan, sebelum penuangan dimulai.
- Langkah 3 — Tuang logam: Logam cair dimasukkan melalui cerat atau bak penuangan dengan laju aliran terkendali saat cetakan berputar. Logam tersebut segera terlempar keluar ke dinding cetakan dengan gaya sentrifugal.
- Langkah 4 — Solidifikasi: Logam mengeras dari luar ke dalam, dengan dinding luar yang padat membeku terlebih dahulu pada cetakan dingin. Kotoran yang lebih ringan terpisah ke dalam menuju lubang dan terakhir mengeras.
- Langkah 5 — Ekstraksi dan inspeksi: Setelah mengeras, coran diekstraksi, dibiarkan dingin, dan dilakukan inspeksi dimensi, pengujian ultrasonik, dan pemeriksaan permukaan sebelum pemesinan.
- Langkah 6 — Pemesinan: Lubang bagian dalam — yang berisi lapisan pengotor yang terpisah — dikerjakan dengan mesin, hanya menyisakan struktur logam bagian luar yang bersih dan padat. Ini adalah keunggulan kualitas utama: cacat dihilangkan secara sistematis, bukan disembunyikan.
Tiga Jenis Pengecoran Sentrifugal: Benar, Semi, dan Sentrifugal
Tidak semua bagian yang dicetak secara sentrifugal menggunakan varian proses yang sama — ketiga jenis utama tersebut berbeda dalam orientasi cetakan, kemampuan geometri, dan sejauh mana gaya sentrifugal membentuk bagian akhir.
1. Pengecoran Sentrifugal Sejati
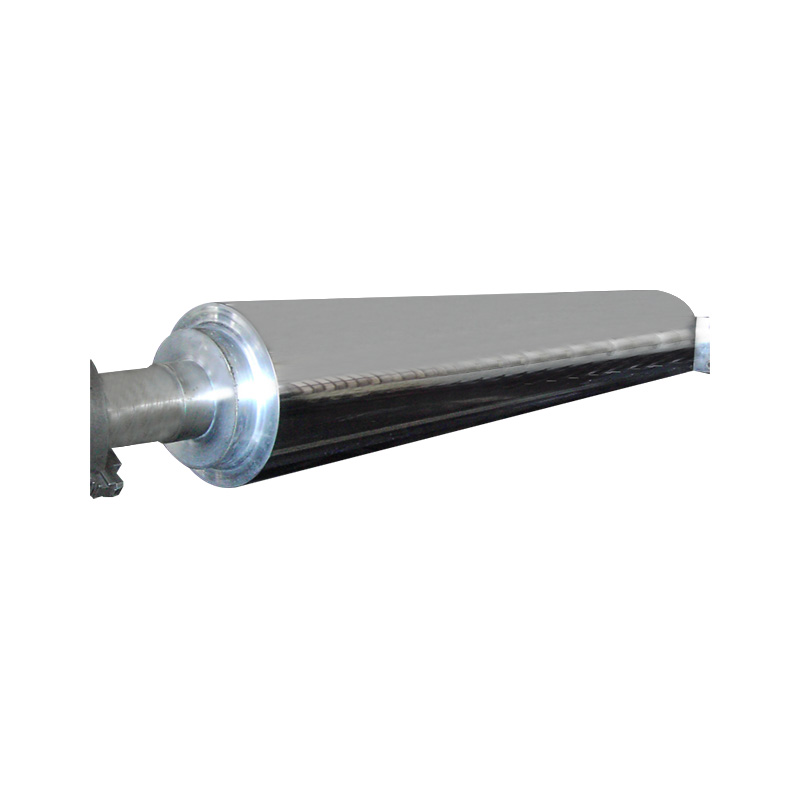
Sumbu cetakan sejajar dengan sumbu pengecoran. Permukaan bagian dalam bagian tersebut seluruhnya dibentuk oleh gaya sentrifugal — tidak ada inti yang digunakan. Ini adalah proses yang digunakan untuk memproduksi pipa, silinder, cincin, dan tabung . Cetakan dapat diorientasikan secara horizontal (untuk silinder panjang) atau vertikal (untuk cincin pendek dengan diameter besar). Varian ini memberikan kepadatan maksimum dan manfaat mikrostruktur dari ketiga metode.
2. Pengecoran Semi Sentrifugal
Cetakan berputar pada sumbu vertikal, tetapi inti pusat digunakan untuk membentuk geometri bagian dalam. Suplemen gaya sentrifugal – bukan hanya menentukan – distribusi logam. Metode ini digunakan untuk blanko roda gigi, roda, katrol, dan komponen bergelang dimana diperlukan pusat yang kokoh. Proses ini menghasilkan kepadatan yang lebih baik dibandingkan pengecoran statis tetapi kurang dari pengecoran sentrifugal yang sebenarnya.
3. Sentrifugasi (Pengecoran Tekanan)
Beberapa rongga cetakan disusun secara radial di sekitar sariawan pusat. Seluruh rakitan berputar, menggunakan tekanan sentrifugal untuk memaksa logam masuk ke setiap rongga. Varian ini digunakan untuk bagian kecil, kompleks, dan tidak simetris seperti komponen gigi, perhiasan, dan komponen presisi kecil yang tujuan utamanya adalah meningkatkan pengisian dan mengurangi porositas. Manfaat sentrifugal di sini adalah kelengkapan pengisian dibandingkan peningkatan kepadatan.
| Ketik | Orientasi Cetakan | Diperlukan Inti? | Bagian Khas | Manfaat Kepadatan |
| Sentrifugal Sejati | Horisontal atau Vertikal | Tidak | Pipa, silinder, cincin | Maksimal |
| Semi-Sentrifugal | Vertikal | Ya (inti tengah) | Roda gigi kosong, roda, flensa | Tinggi |
| Sentrifugasi | Vertikal (radial cavities) | Ya (cetakan berbentuk) | Bagian presisi kecil | Sedang |
Tabel 1: Perbandingan ketiga varian proses pengecoran sentrifugal berdasarkan orientasi, kebutuhan inti, geometri bagian, dan manfaat kepadatan relatif.
Mengapa Bagian yang Dicor Secara Sentrifugal Lebih Unggul Secara Metalurgi
Keunggulan metalurgi dari komponen yang dicor secara sentrifugal tidaklah kecil — mereka dapat diukur, diulang, dan didokumentasikan selama beberapa dekade melalui data pengujian material. Inilah yang dihasilkan oleh proses fisika:
Porositas Mendekati Nol
Dalam pengecoran statis, gelembung gas dan rongga penyusutan terperangkap di dalam massa pemadatan. Pada bagian yang dicetak secara sentrifugal, medan gaya sentrifugal (75–150 G) jauh lebih kuat daripada gaya apung yang menahan gelembung gas di tempatnya, sehingga gelembung bermigrasi ke dalam lubang dan dihilangkan melalui pemesinan. Pengujian independen secara teratur menemukan tingkat porositas di bawah 0,1% dalam komponen yang dicetak secara sentrifugal, dibandingkan dengan porositas 2–5%. dalam pengecoran pasir yang setara.
Solidifikasi Terarah dan Struktur Butir Halus
Logam mengeras dari dinding luar ke dalam dalam bagian yang dicetak secara sentrifugal. Pemadatan terarah ini menghasilkan struktur butir berbentuk kolom yang sejajar secara radial — arah terkuat untuk aplikasi yang mengandung tekanan. Hasilnya adalah material yang berperilaku lebih mirip dengan logam yang ditempa (dikerjakan) dibandingkan dengan pengecoran konvensional dalam hal sifat tarik dan kelelahan.
Keuntungan Sifat Mekanis
Dibandingkan dengan cetakan pasir yang setara dalam paduan yang sama, komponen yang dicetak secara sentrifugal biasanya menunjukkan:
- kekuatan tarik 10–20% lebih tinggi
- kekuatan luluh 15–25% lebih tinggi
- Perpanjangan (daktilitas) 20–30% lebih baik
- Ketahanan lelah meningkat secara signifikan di bawah pembebanan siklik
- Ketahanan korosi yang unggul karena struktur mikro yang homogen dan bebas inklusi
Pemisahan Inklusi
Terak, oksida, dan inklusi non-logam kurang padat dibandingkan matriks logam cair. Di bawah gaya sentrifugal, mereka terpisah ke dalam permukaan lubang – wilayah yang sama yang kemudian dihilangkan dengan mesin. Ini berarti dinding struktural dari bagian yang sudah jadi pada dasarnya bebas dari inklusi , sehingga tidak ada metode pengecoran statis yang dapat ditiru dengan andal.
Pemeran Sentrifugal vs. Pemeran Pasir vs. Pemeran Investasi: Perbandingan Langsung
Suku cadang yang dicetak secara sentrifugal unggul dalam hal sifat mekanik dan kesehatan internal, sedangkan pengecoran pasir unggul dalam hal fleksibilitas geometrik dan pengecoran investasi unggul dalam detail halus — pilihan yang tepat bergantung pada kebutuhan fungsional suku cadang.
| Kriteria | Dilempar secara sentrifugal | Pemeran Pasir | Pemeran Investasi |
| Porositas Internal | <0,1% (sangat baik) | 2–5% (miskin) | 0,5–1% (baik) |
| Kekuatan Tarik | Tinggiest | Terendah | Sedang–High |
| Kompleksitas Geometris | Rendah–Sedang (silinder) | Sangat Tinggi | Sangat Tinggi |
| Permukaan Selesai (as-cast) | Sedang (OD smooth) | Kasar | Luar biasa |
| Hasil Bahan | Tinggi (no risers/gates) | Rendah (limbah sistem gating) | Sedang |
| Biaya Perkakas | Sedang | Rendah | Tinggi |
| Terbaik Untuk | Bagian tekanan, liner, cincin | Bentuknya besar dan rumit | Bagian presisi kecil |
Tabel 2: Perbandingan langsung pengecoran sentrifugal, pengecoran pasir, dan bagian pengecoran investasi dalam hal porositas, kekuatan, geometri, permukaan akhir, rendemen, biaya perkakas, dan kesesuaian aplikasi.
Bahan yang Umumnya Diproduksi sebagai Komponen Cor Sentrifugal
Pengecoran sentrifugal kompatibel dengan hampir semua sistem paduan yang dapat dicor, dan sangat efektif dengan material yang mendapat manfaat dari solidifikasi terarah dan kandungan inklusi rendah. Bahan yang paling umum dicetak secara sentrifugal meliputi:
- Besi cor kelabu dan ulet: Digunakan untuk liner silinder, pipa, dan komponen mesin. Besi tuang secara sentrifugal menunjukkan keselarasan serpihan grafit yang meningkatkan ketahanan aus pada aplikasi pelapis.
- Baja karbon dan baja paduan rendah: Digunakan untuk bejana tekan, peralatan proses kimia, dan cincin struktural. Baja yang dicor secara sentrifugal mencapai sifat mekanik hampir tempa.
- Baja tahan karat (seri 300 dan 400): Digunakan dalam bahan kimia korosif, pengolahan makanan, dan aplikasi farmasi. Struktur mikro bebas inklusi dari baja tahan karat yang dicor secara sentrifugal meningkatkan ketahanan terhadap korosi celah.
- Superalloy berbahan dasar nikel: Digunakan untuk cincin ruang angkasa, komponen turbin gas, dan peralatan proses suhu tinggi yang memerlukan ketahanan mulur di atas 700°C.
- Paduan tembaga (perunggu, kuningan, logam gun): Digunakan untuk bushing, bearing, sleeve, dan komponen kelautan. Coran sentrifugal perunggu menunjukkan karakteristik penahan beban yang sangat baik dan ketahanan terhadap korosi di air laut.
- Paduan aluminium: Digunakan untuk aplikasi ruang angkasa ringan, otomotif, dan produk konsumen yang memerlukan komponen tubular berdinding tipis.
- Paduan titanium: Digunakan dalam aplikasi luar angkasa khusus dan implan medis. Pengecoran titanium sentrifugal memerlukan pemrosesan vakum atau atmosfer inert karena reaktivitas logam yang ekstrem pada suhu pengecoran.
Industri Yang Mengandalkan Komponen Cor Sentrifugal
Suku cadang yang dicetak secara sentrifugal sangat penting dalam setiap industri di mana komponen silinder harus mempertahankan tekanan, suhu, atau tekanan mekanis pada tingkat yang tidak dapat didukung oleh pengecoran statis.
Minyak & Gas dan Petrokimia
Tabung, pipa, dan alat kelengkapan yang dicor secara sentrifugal membentuk tulang punggung sistem tungku kilang, tabung cracker katalitik, dan jalur aliran bertekanan tinggi. Tabung radiasi dan konveksi beroperasi pada 900–1.100°C dalam tungku pengilangan hampir secara universal dicetak secara sentrifugal dalam paduan tahan panas seperti baja tahan karat HP-Modified atau HK-40 — bahan yang kinerjanya pada suhu bergantung sepenuhnya pada keseragaman mikrostruktur yang hanya dapat dihasilkan oleh pengecoran sentrifugal.
Pembangkit Listrik
Selubung turbin uap, selongsong rotor, dan tabung ketel di pembangkit listrik termal secara rutin dicetak secara sentrifugal dari paduan krom-moly dan baja tahan karat. Kemampuan untuk menghasilkan silinder berdinding tebal dengan ketebalan dinding yang konsisten sangat penting untuk komponen yang beroperasi pada suhu tersebut tekanan uap melebihi 300 bar .
Dirgantara dan Pertahanan
Cincin struktural ruang angkasa, lintasan bantalan, dan selubung turbin yang diproduksi sebagai komponen cor sentrifugal harus memenuhi kriteria penerimaan pengujian tak rusak (NDT) yang sangat ketat. Porositas mendekati nol dari cincin superalloy nikel yang dicetak secara sentrifugal memungkinkannya untuk lewat inspeksi penetran fluoresen (FPI) dan pengujian ultrasonik standar yang akan menghilangkan sebagian besar alternatif yang dibuat secara statis.
Otomotif dan Alat Berat
Pelapis silinder mesin — selongsong besi tahan aus yang membentuk permukaan lubang pada mesin diesel dan bensin — merupakan salah satu komponen cor sentrifugal dengan volume tertinggi dalam produksi secara global. Jutaan liner silinder dicetak secara sentrifugal setiap tahunnya karena proses tersebut menghasilkan struktur mikro grafit pada permukaan lubang yang meningkatkan retensi oli dan ketahanan aus. 30–50% dibandingkan dengan cast statis atau alternatif mesin.
Infrastruktur Air dan Air Limbah
Saluran air besi ulet, pipa bertekanan, dan perlengkapannya telah dibuat secara sentrifugal untuk infrastruktur pasokan air kota selama lebih dari satu abad. Pipa besi ulet cor sentrifugal memenuhi standar internasional seperti ISO 2531 dan EN 545 , dan umur layanan tipikal pada aplikasi yang terkubur melebihi 100 tahun .
Kelautan dan Lepas Pantai
Selongsong poros baling-baling, pelapis tabung buritan, dan badan pompa air laut dicetak secara sentrifugal dari perunggu nikel-aluminium atau baja tahan karat dupleks. Struktur mikro yang homogen menghilangkan korosi fase selektif (dezincifikasi, dealuminifikasi) yang mempengaruhi alternatif pengecoran statis dalam layanan air laut.
Keterbatasan Pengecoran Sentrifugal: Kapan Memilih Proses yang Berbeda
Terlepas dari keunggulan metalurginya, pengecoran sentrifugal bukanlah pilihan yang tepat untuk setiap komponen — kendala geometrik dan faktor ekonomi membuat beberapa bagian lebih baik jika menggunakan proses alternatif.
- Geometri non-simetris yang kompleks: Komponen dengan flensa, lug pemasangan, sirip tipis, atau saluran internal yang rumit tidak dapat diproduksi dengan pengecoran sentrifugal yang sebenarnya. Pengecoran pasir atau pengecoran investasi lebih cocok.
- Ukuran batch yang sangat kecil: Pengaturan cetakan dan kalibrasi sistem rotasi melibatkan biaya tetap yang membuat pengecoran sentrifugal menjadi kurang optimal secara ekonomi untuk jumlah di bawah perkiraan 10–20 buah dalam beberapa sistem paduan.
- Paduan dengan perbedaan kepadatan ekstrim antar fase: Pada beberapa paduan multi-fasa, segregasi sentrifugal dapat menyebabkan gradien komposisi melalui ketebalan dinding — suatu kerugian dibandingkan keuntungan. Hal ini harus dikelola melalui pemilihan paduan dan pengendalian proses.
- Komponen asimetris yang sangat besar: Pengecoran struktural seperti blok mesin, badan katup, atau rumah pompa berada di luar batas geometri pengecoran sentrifugal. Ini lebih baik dilayani oleh pasir tanpa panggang atau pengecoran investasi.
Standar Pengendalian Mutu untuk Komponen Pengecoran Sentrifugal
Suku cadang yang dicetak secara sentrifugal yang ditujukan untuk aplikasi kritis harus mematuhi serangkaian standar pengujian material, dimensi, dan tak rusak yang ketat. Standar utama yang berlaku untuk komponen yang dicetak secara sentrifugal meliputi:
| Standar | Aplikasi | Persyaratan Utama |
| ASTM A 48 / A 278 | Coran sentrifugal besi abu-abu | Kekuatan tarik, kekerasan, struktur mikro |
| ASTM A 532 | Besi cor tahan abrasi | Kekerasan, komposisi, struktur mikro |
| ISO 2531 / EN 545 | Pipa air besi ulet | Uji tekanan hidrostatik, ketebalan dinding, pelapisan |
| ASTM A 999 / A 530 | Pipa dan tabung sentrifugal baja | Uji hidrostatik, toleransi dimensi, NDT |
| AMS 2175 | Klasifikasi pengecoran dirgantara | Kriteria penerimaan radiografi, FPI, ultrasonik |
Tabel 3: Standar kualitas dan kepatuhan utama yang berlaku untuk komponen cor sentrifugal di seluruh industri termasuk infrastruktur air, pipa baja, besi cor, dan ruang angkasa.
Pertanyaan Yang Sering Diajukan Tentang Suku Cadang Cor Sentrifugal
T: Apa perbedaan antara pengecoran sentrifugal dan pengecoran sentrifugasi?
Istilah ini sering digunakan secara bergantian dalam industri, namun secara teknis "dilemparkan secara sentrifugal" mengacu pada pengecoran sentrifugal sejati dimana bentuk bagian dibentuk langsung oleh gaya sentrifugal (seperti pada pipa dan silinder), sedangkan “alat sentrifugal” atau "disentrifugasi" mengacu pada varian pengecoran bertekanan di mana beberapa rongga cetakan disusun di sekitar sumbu pusat dan gaya sentrifugal meningkatkan pengisian dan mengurangi porositas pada bagian berbentuk kompleks.
T: Seberapa tebal dinding yang dicor secara sentrifugal?
Tidak ada batasan praktis atas ketebalan dinding untuk komponen yang dicetak secara sentrifugal — silinder dan cincin berdinding sangat tebal merupakan kekuatan khusus dari proses ini. Ketebalan dinding dari 3 mm hingga lebih dari 200 mm telah berhasil diproduksi. Proses ini khususnya menguntungkan untuk bejana bertekanan berdinding tebal karena pola solidifikasi luar-dalam memastikan dinding luar yang secara struktural penting membeku terlebih dahulu di bawah tekanan.
T: Dapatkah pengecoran sentrifugal menghasilkan komponen bi-logam?
Ya. Komponen bi-metalik yang dicetak secara sentrifugal — di mana dua paduan berbeda dituang secara berurutan untuk membentuk dinding komposit — merupakan aplikasi komersial yang signifikan dari proses ini. Contoh umum adalah lapisan luar besi keras tahan aus yang dicor di atas lapisan dalam besi ulet yang kuat untuk aplikasi seperti pelapis pabrik penggilingan dan cangkang gulungan. Kedua logam tersebut berikatan secara metalurgi pada antarmuka selama pemadatan.
T: Bagaimana cara pengecoran sentrifugal dibandingkan dengan penempaan untuk komponen cincin dan silinder?
Penempaan menghasilkan sifat mekanik setinggi mungkin melalui penghalusan butiran yang disebabkan oleh deformasi, tetapi memerlukan cetakan yang mahal, tidak dapat digunakan untuk semua paduan, dan ketebalan dan diameter dinding terbatas. Cincin dan silinder yang dicetak secara sentrifugal mencapai 80–95% sifat mekanik penempaan yang setara dengan biaya perkakas dan produksi yang jauh lebih rendah, dan dapat diproduksi dalam diameter dan ketebalan dinding di mana penempaan secara teknis tidak memungkinkan.
T: Berapa toleransi ketebalan dinding yang dapat dicapai pada bagian yang dicetak secara sentrifugal?
Toleransi ketebalan dinding as-cast untuk bagian yang dicor secara sentrifugal adalah tipikal ±3–5% dari ketebalan dinding nominal , tergantung pada paduan, suhu tuang, dan kondisi cetakan. Setelah pemesinan, toleransi ketebalan dinding jadi ±0,1–0,5 mm dicapai secara rutin, memenuhi persyaratan sebagian besar pipa tekanan dan standar mekanis.
T: Berapa diameter dan panjang maksimum yang dapat dicapai dalam pengecoran sentrifugal?
Mesin pengecoran sentrifugal horizontal secara rutin memproduksi pipa dan silinder hingga Diameternya 2,5 meter dan panjangnya 8–10 meter . Mesin vertikal digunakan untuk cincin pendek berdiameter besar dan dapat menampung diameter melebihi 3 meter . Batas atas praktis ditentukan oleh kapasitas mesin dan kemampuan penanganan cetakan, bukan oleh proses fisika itu sendiri.
Kesimpulan: Kapan Menentukan Komponen Pengecoran Sentrifugal
Tentukan komponen yang dicetak secara sentrifugal setiap kali desain Anda memerlukan geometri silinder, penerapannya melibatkan tekanan, suhu, keausan, atau korosi, dan masa pakai atau keselamatan merupakan perhatian utama. Proses ini bukanlah metode pengecoran yang paling serbaguna — proses ini tidak dapat menandingi pengecoran pasir dalam hal kompleksitas geometrik atau pengecoran investasi dalam hal detail halus — namun untuk kelas suku cadang tertentu yang dihasilkannya, tidak ada proses pengecoran lain yang dapat menandingi kombinasi integritas struktural, efisiensi material, dan konsistensi dimensi.
Datanya tidak ambigu: porositas di bawah 0,1%, kekuatan tarik 10–20% di atas setara coran pasir, masa pakai diukur dalam beberapa dekade, bukan tahun. Apakah Anda menentukan tabung tungku untuk kilang, liner silinder untuk mesin diesel, atau cincin struktural untuk perakitan dirgantara, pilihan a dilemparkan secara sentrifugal komponen adalah pilihan karena kualitas metalurgi yang terbukti unggul — dan rekam jejak lebih dari satu abad penggunaan industri yang mengklaim sepenuhnya.